Are you concerned about volatile organic compounds (VOCs) in your industrial environment? Wondering what materials can effectively adsorb these harmful emissions? What are the best solutions to keep the air clean and safe?
VOCs are a group of organic chemicals that easily vaporize at room temperature. They are found in many industrial processes and products, including paints, solvents, and fuels. Exposure to VOCs can lead to significant health risks, including respiratory problems, headaches, and even cancer. Therefore, finding effective ways to adsorb and remove VOCs is critical for maintaining a safe and healthy environment.
What are the Best Materials for Adsorbing VOCs?
Several materials are known for their ability to adsorb VOCs, including activated carbon, silica gel, and various polymers. However, one material stands out for its exceptional properties and efficiency: honeycomb zeolite.

What Makes Honeycomb Zeolite an Effective VOC Adsorbent?
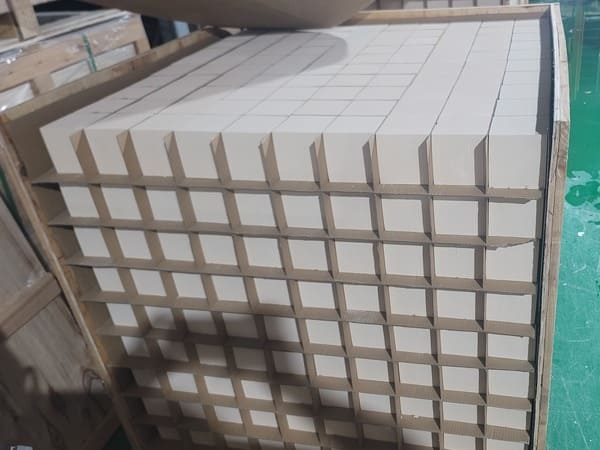
Honeycomb zeolite has a unique structure that makes it highly effective in adsorbing VOCs. Here are some key benefits:
- High Surface Area: The honeycomb structure provides a large surface area, enhancing its ability to adsorb a significant amount of VOCs.
- Thermal Stability: Honeycomb zeolite can withstand high temperatures, making it suitable for use in various industrial applications.
- Selectivity: Zeolites have a high affinity for VOC molecules, ensuring efficient adsorption even in environments with mixed contaminants.
- Regenerability: Honeycomb zeolites can be easily regenerated and reused, making them a cost-effective solution for long-term VOC control.
How Does Honeycomb Zeolite Work?
The adsorption process of VOCs on honeycomb zeolite involves several steps:
- Diffusion: VOC molecules diffuse into the pores of the honeycomb structure.
- Adsorption: The VOC molecules adhere to the surface of the zeolite due to Van der Waals forces and chemical interactions.
- Desorption: After saturation, the zeolite can be regenerated by heating or applying a vacuum, releasing the adsorbed VOCs and making the material ready for reuse.

Why Choose Honeycomb Zeolite Over Other Adsorbents?
Efficiency
Honeycomb zeolites have a higher adsorption capacity compared to activated carbon and silica gel. This is due to their larger surface area and selectivity for VOC molecules.
Durability
The thermal and chemical stability of honeycomb zeolite ensures long-term performance without degradation. This is crucial in industrial applications where conditions can be harsh.
Cost-Effectiveness
Despite the initial cost, the regenerability of honeycomb zeolite makes it a more economical choice in the long run. The ability to reuse the material reduces the need for frequent replacements.
Environmental Impact
Using honeycomb zeolite for VOC adsorption is an environmentally friendly option. The regeneration process minimizes waste, and the material itself is non-toxic.

Applications of Honeycomb Zeolite
Honeycomb zeolite is used in various industries for VOC control, including:
- Automotive: Reducing emissions from exhaust systems.
- Chemical Manufacturing: Capturing VOCs released during production processes.
- Paint and Coatings: Controlling VOC emissions during drying and curing.
- Pharmaceutical: Ensuring clean air in production facilities.
Conclusion
In conclusion, honeycomb zeolite is a highly effective material for adsorbing VOCs due to its unique structure, high surface area, thermal stability, selectivity, and regenerability. It offers superior performance and cost-effectiveness compared to other adsorbents, making it an ideal choice for industrial applications.
By choosing honeycomb zeolite for VOC adsorption, industries can significantly reduce harmful emissions, protect worker health, and comply with environmental regulations. Investing in this advanced material ensures a cleaner, safer, and more sustainable future.

